Китай: последствия отклонения зазора турбины?
2026-01-10
Вопрос, который на первый взгляд кажется узкоспециальным, но на деле бьет в самое сердце эксплуатации — надежность и эффективность всего гидроагрегата. Многие, особенно на этапе монтажа или планового ремонта, относятся к контролю зазоров как к формальности, мол, ?в пределах допуска и ладно?. Вот это ?ладно? потом аукается годами — вибрацией, кавитацией, падением КПД и в итоге — внеплановым простоем. Попробую разложить по полочкам, исходя из того, что видел на разных площадках, от новых китайских ГЭС до старых модернизируемых станций.
Что на самом деле скрывается за ?отклонением??
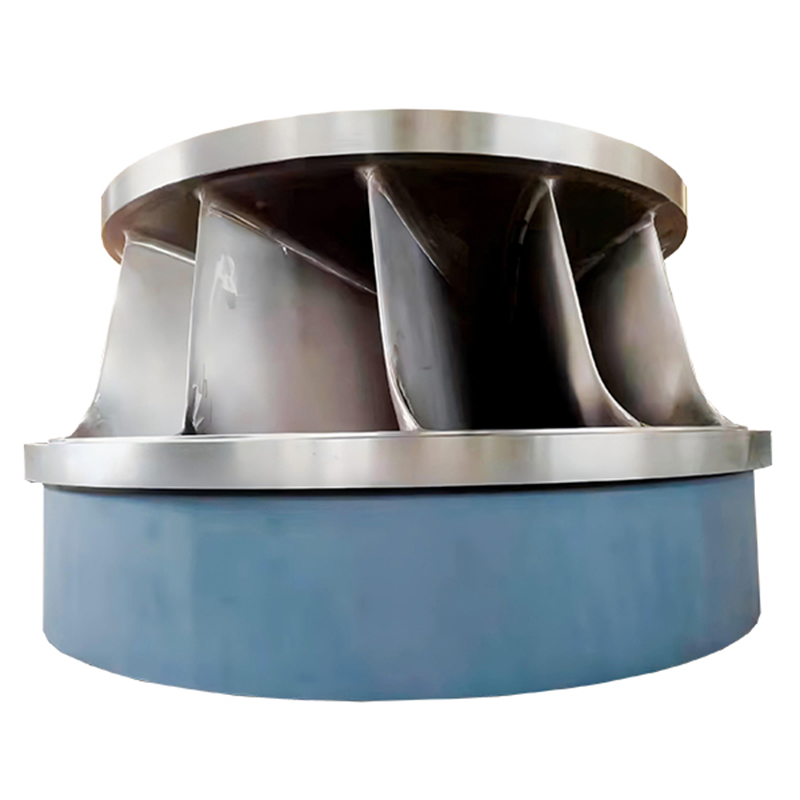
Речь, конечно, не об одном зазоре. Ключевых несколько: радиальный зазор в направляющем аппарате (НА), осевые и радиальные зазоры в подшипниках турбины, зазор в уплотнениях вала. Отклонение в каждом имеет свою специфику. Например, неравномерный радиальный зазор в НА — это не просто небольшой перерасход воды. Это формирование несимметричного гидравлического момента на лопастях рабочего колеса еще на входе. Ротор начинает работать в условиях перманентной переменной нагрузки, что ведет к ускоренной усталости металла.
Особенно критично это для быстроходных турбин, где точность исчисляется десятыми долями миллиметра. Помню случай на одной станции в провинции Юньнань — после замены уплотнений НА появился низкочастотный гул. Все искали причину в генераторе, пока не проверили зазоры по всему периметру. Оказалось, монтажники, торопясь, не выверили концентричность, и в одном секторе зазор был на 0.4 мм больше нормы. Этого хватило для возбуждения вибрации.
И тут важно понимать: допуски, указанные в паспорте турбины — это не ?идеал?, а часто компромисс между технологичностью изготовления и оптимальными характеристиками. Если есть возможность выдержать параметры ближе к середине поля допуска, особенно для радиального зазора, это всегда в плюс для долгосрочной работы. Многие производители, включая и проверенные временем предприятия вроде ООО Эмэйшань Чипинь Машиностроительное производство, в своих рекомендациях по монтажу это особо подчеркивают. На их сайте https://www.emccjx.ru можно найти технические заметки, где акцент делается именно на прецизионной сборке для минимизации гидравлических потерь.
Прямые последствия: от вибрации до кавитации
Самое очевидное — рост вибрации. Но интересна не сама вибрация, а ее характер. Отклонение в зазорах подшипников часто дает частоту, кратную частоте вращения. А вот гидравлическая несимметрия из-за зазоров в проточной части может порождать субгармоники — более коварные и разрушительные. Они могут входить в резонанс с конструктивными элементами здания станции.
Второй бич — кавитация. Неправильный зазор, особенно в области лопастей и уплотнений, меняет картину обтекания и зоны разрежения. На одной из малых ГЭС в Фуцзяни после пяти лет работы на колесе появились кавитационные раковины в совершенно нетипичном месте — у корня лопасти. Разборка показала увеличенный износ уплотняющих колец и, как следствие, изменение зазора, что привело к срыву потока в нерасчетной точке.
И третий, менее заметный, но бьющий по экономике пункт — падение КПД. Каждый лишний миллиметр зазора — это путь для перетечки воды, которая крутит колесо не совершая полезной работы. На крупных агрегатах это могут быть мегаватты недовыработки в год. Расчеты, которые нам предоставляли инженеры с того же Эмэйшань Чипинь при модернизации старой турбины, показывали, что оптимизация зазоров в НА и уплотнениях может дать прирост эффективности на 1.5-2.5%, что для станции на 50 МВт — огромные цифры.
Опыт монтажа и ?подводные камни?
В теории все гладко, на практике — масса нюансов. Температура в машинном зале во время монтажа — один из ключевых факторов. Зазоры замеряются при +20°C, а если монтаж идет зимой при +5°C? Металл даст термическое расширение после пуска. Неопытная бригада может все выверить ?в ноль? по холодному, а после выхода на рабочий режим получить задиры в подшипниках скольжения.
Еще один момент — качество самих замеров. Использование простых щупов против применения лазерных трекеров дает погрешность. Для ответственных узлов сейчас все чаще требуют 3D-отчеты по выверке геометрии. Кстати, при модернизации, когда устанавливается новое рабочее колесо на старый вал или в корпус, проблема стоит острее. Геометрия старой отливки может иметь отклонения, и просто взять паспортные зазоры из документации на новое колесо — ошибка. Нужна индивидуальная подгонка.
Здесь как раз полезен опыт предприятий, которые ведут проект ?под ключ? — от изготовления до ввода в эксплуатацию. Как указано в описании ООО Эмэйшань Чипинь Машиностроительное производство, они как раз предоставляют комплексные услуги по модернизации. Их специалисты обычно привозят не только оборудование, но и методику его обкатки и привязки к конкретным условиям площадки, что включает в себя и финальную регулировку всех зазоров турбины под нагрузкой.
Долгосрочная эксплуатация и мониторинг
Зазоры — величина не постоянная. Они меняются из-за износа, особенно в агрессивных водах с высоким содержанием взвесей. Потому важен регулярный контроль, а не только при капитальном ремонте. Внедрение систем онлайн-мониторинга вибрации и осевого положения ротора — уже не роскошь, а необходимость. Они позволяют отследить тренд.
Интересный практический момент: иногда увеличение вибрации пытаются компенсировать регулировкой подпятника или опорных подшипников генератора. Это может дать временный эффект, но если корень проблемы — в гидравлике из-за изношенных зазоров в турбине, то проблема лишь мигрирует. Через полгода-год износ проявляется вновь, но уже с новыми последствиями.
Поэтому в протоколы диагностики всегда включают комплексный анализ: вибрация + термография подшипников + анализ масел + по возможности, замеры расхода и КПД агрегата. Только так можно понять, является ли отклонение в зазорах причиной или уже следствием другой неисправности.
Культура производства и ремонта
В конечном счете, вопрос упирается в культуру работы на станции. Можно иметь самые современные турбины, но если персонал относится к зазорам как к чему-то второстепенному, проблемы неизбежны. Важно, чтобы и производители давали не просто сухие цифры в мануалах, а разъясняли их физический смысл.
На мой взгляд, китайские производители, которые вышли на международный рынок, как раз прошли этот путь. Раньше бывало, что оборудование приходит с широкими допусками. Сейчас же конкуренция заставляет делать ставку на качество и надежность. Технологические центры, как, например, упомянутый в провинции Сычуань, работают над точностью литья и механической обработки, чтобы минимизировать необходимость ?подгонки напильником? на месте.
Итог прост: отклонение зазоров — не ?техническая мелочь?, а ключевой параметр здоровья турбины. Его контроль — это не разовая операция при монтаже, а непрерывный процесс на протяжении всего жизненного цикла агрегата. Экономия на точной выверке или мониторинге всегда выходит боком — многократно более дорогим ремонтом и потерями в выработке. Гораздо разумнее рассматривать прецизионные работы как инвестицию в бесперебойную работу станции на десятилетия вперед.