Китайские заводы: осевой зазор турбин?
2026-01-16
Китайские заводы: осевой заговор турбин?
Вот вопрос, который постоянно всплывает в переписке с заказчиками из СНГ. Многие почему-то уверены, что на китайских заводах существует какой-то универсальный, чуть ли не государственный стандарт на осевой зазор для всех турбин подряд. Или, что еще хуже, думают, что это мелочь, на которой можно сэкономить. Сразу скажу — это опасное заблуждение. Позвольте поделиться наблюдениями, основанными на многолетней работе с разными производителями, в том числе и с теми, кто, как ООО Эмэйшань Чипинь Машиностроительное производство, специализируется на гидроэнергетике.
Не зазор, а целая философия
Когда речь заходит о осевом зазоре в турбинах, особенно гидравлических, многие инженеры на местах ждут простой цифры в миллиметрах. Мол, скажите значение, мы пригоним. Но тут-то и начинается самое интересное. Этот параметр — не просто расстояние между ротором и статором. Это компромисс между десятком факторов: от расчетного напора и расхода воды до материала уплотнений и даже предполагаемого режима работы станции (базовая нагрузка или пиковая).
На одном из объектов в Казахстане была классическая история. Местные специалисты, ремонтируя старую советскую турбину, выставили зазор по мануалу, но не учли, что износ проточной части за годы эксплуатации изменил гидравлику. В итоге после пуска появилась сильная вибрация на определенных нагрузках. Пришлось останавливать, вскрывать и делать замеры заново. Оказалось, что оптимальный зазор для текущего состояния агрегата отличался от паспортного на добрые 0.3 мм. Вот вам и простая цифра.
Китайские инженеры, с которыми приходилось работать над модернизацией, например, подходят к этому иначе. Они часто запрашивают кипы данных: не только паспортные, но и эксплуатационные журналы, данные по вибрациям за последние годы, анализ масла. Для них осевой зазор — это финальный аккорд в целой симфонии расчетов. И да, их рекомендации иногда кажутся излишне осторожными, но, как правило, они работают на надежность в долгосрочной перспективе.
Где рождаются цифры: от чертежа до цеха
Теперь о практике на производстве. Возьмем для примера компанию, которую я знаю, — ООО Эмэйшань Чипинь Машиностроительное производство (https://www.emccjx.ru). Это не гигантский конгломерат, а именно технологический центр, что важно. На их сайте указано, что они являются одним из назначенных производителей малого и среднего гидрооборудования. В таких местах подход часто более гибкий.
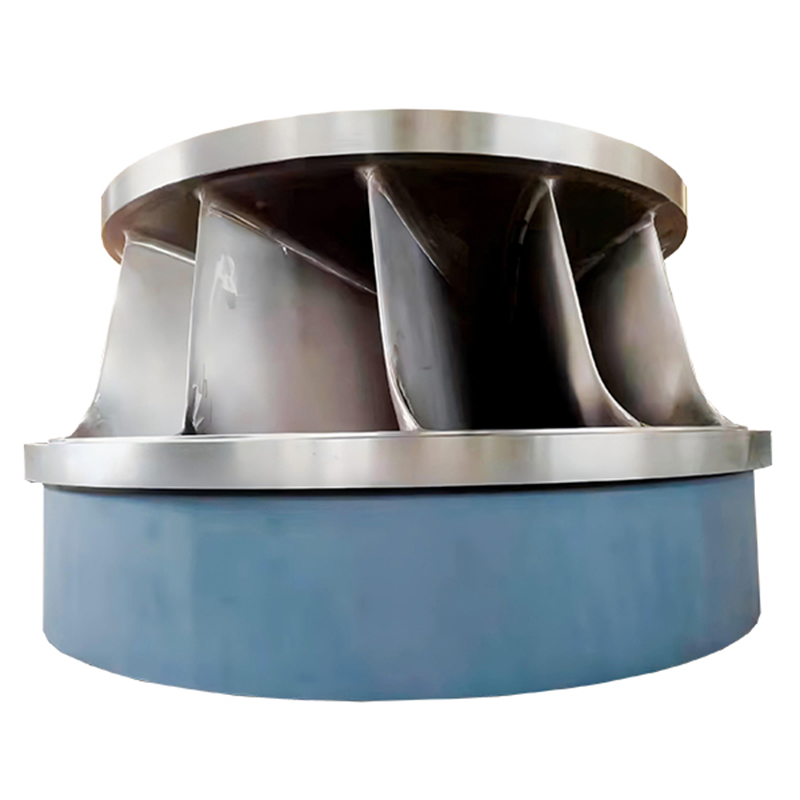
Я видел, как на сборочной площадке собирают камеру рабочего колеса и направляющий аппарат. Здесь ключевой момент — не просто выдержать зазор, указанный в карте сборки, а контролировать его по периметру в нескольких плоскостях. Используют обычные щупы, но технология замера — целый ритуал. Поворачивают вал, замеряют в восьми точках минимум, потом обсчитывают эллипсность. Частая ошибка сторонних наблюдателей — считать, что если зазор вписался в допуск (скажем, 2±0.2 мм), то все отлично. Но если в верхней точке он 1.8, а в нижней 2.2 — это уже перекос, который аукнется неравномерным износом.
Их технологи, кстати, не стесняются отступать от чертежа, если того требуют реальные размеры после механической обработки. Видел случай, когда из-за температурной деформации крупной отливки при чистовой обработке геометрия корпуса немного ушла. Конструкторы оперативно пересчитали допустимые пределы для зазоров на месте, и сборка пошла по скорректированным картам. Это и есть признак зрелости производства — умение адаптироваться, а не слепо следовать бумажке.
Подводные камни универсальных решений
Вот что действительно раздражает, так это когда на Alibaba или других площадках мелкие цеха предлагают готовые решения для ГЭС, указывая в спецификации некий стандартный осевой зазор. Это почти всегда красный флаг. Турбина для горной реки с большим напором и для равнинной с малым — это два разных мира. В первом случае зазоры часто делают минимально допустимыми из соображений КПД, но материалы для уплотнений должны быть суперстойкими к кавитации. Во втором — зазоры могут быть больше для снижения риска заклинивания при возможном попащении мусора, но тогда падает эффективность.
Однажды консультировал проект, где заказчик купил дешево и сердито турбину у неизвестного сборщика. Все паспортные данные вроде бы сходились. Но когда ввели в эксплуатацию, КПД оказался на 7% ниже заявленного. После вскрытия обнаружили, что зазоры были выставлены на глазок и отличались в разы от расчетных. Более того, конструкция уплотнений была примитивной, не позволяющей регулировать износ. Производитель, естественно, исчез. А ремонт и переналадка обошлись дороже, чем изначальная экономия.
Поэтому наличие у завода статуса, например, национального высокотехнологичного предприятия или технологического центра провинции, как у упомянутой Эмэйшань, — это не просто слова для сайта. Это обычно означает, что там есть своя КБ, испытательные стенды и, что критично, культура документирования всех отклонений и итоговых параметров сборки. Тебе не просто пришлют агрегат, а дадут толстый том протоколов испытаний и замеров, где будет расписано, какой зазор и где был вымерен.
Не только сборка, но и жизнь в эксплуатации
Самое главное, что часто упускают из виду, — это поведение осевого зазора уже на станции, в работе. Он не статичен. Износ уплотнений, деформации вала от температур, даже осадка фундамента — все это меняет картину. Хороший завод-изготовитель всегда закладывает ресурс для регулировки.
Например, в некоторых конструкциях подшипниковых узлов от того же Эмэйшань Чипинь я видел предусмотренные регулировочные шайбы разной толщины. Это недорогое, но гениальное решение. Через 20-30 тысяч часов работы, когда зазор увеличится за счет естественного износа, не нужно менять дорогостоящее кольцо уплотнения. Достаточно вскрыть узел, заменить комплект шайб на более тонкие и вернуть зазор в оптимальный диапазон. Это и есть практическое, приземленное мышление, которое ценится в реальной эксплуатации.
И наоборот, у некоторых поставщиков конструкция сделана наглухо. Износ на 1.5 мм? Меняй весь узел в сборе. Это выгодно им, но не вам. Поэтому при выборе поставщика всегда стоит задавать детские вопросы: А как я это буду регулировать через пять лет? Где запас на износ? Ответ сразу отделит тех, кто думает о продукте, от тех, кто думает о продаже.
Итог: доверяй, но проверяй расчеты
Так что, возвращаясь к изначальному вопросу. Нет, никакого осевого заговора или единого стандарта на китайских заводах нет. Есть серьезные технологические центры, где параметры просчитываются и выверяются под конкретный проект, и есть кустарные мастерские, где делают как получится. Разница между ними — как между небом и землей.
Ключевой вывод для любого, кто занимается закупками или модернизацией: осевой зазор — это не пункт в спецификации, который можно просто проконтролировать. Это индикатор всей культуры производства и проектирования завода. Требуйте не просто сертификаты, а расчетные обоснования, протоколы контрольных замеров после сборки, схемы регулировок. И смотрите на историю предприятия. Если завод, как ООО Эмэйшань Чипинь, десятилетиями специализируется на гидроэнергетике и даже предоставляет услуги по модернизации старых станций, он наверняка понимает всю важность этой мелочи на практике, а не в теории.
В конце концов, правильный зазор — это тихая работа без вибраций, ожидаемый КПД и годы работы до первого капитального ремонта. А это, согласитесь, дорогого стоит. И именно такие детали и отличают просто изделие от надежного агрегата.